Linking to:http://www.sap-plasma.com/news/%E5%A4%A7%E6%B0%A3%E7%AD%89%E ...
>>pdf下載
1. 大氣下如何產生電漿?
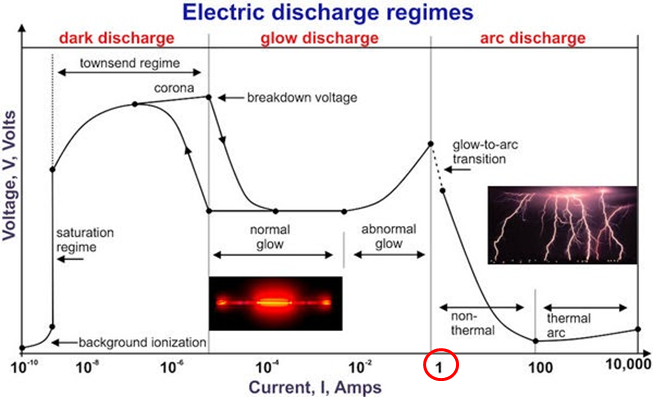
Q: 電漿乃物質的第四態,宇宙萬物中有99%乃電漿態。電漿的形成,乃藉由電子的撞擊將分子斷鍵,形成離子團。然而受限於電子撞擊的平均自由路徑(MFP)太短所影響,一般在真空環境下始能產生穩定的電漿。在大氣環境下,分子密度過高,要能持續加速電子維持解離分子的狀態不容易。最簡單的方式就是: 縮短電極距離(電暈/電焊之陰陽極距離<5mm),或者加大功率,用蠻力來斷鍵。因此,操作電流>4~5 Amp,電漿溫度高,電極損耗快,電磁波干擾範圍大,臭氧濃度高。
雪曼大氣電漿藉由高電壓加速電子與改變頻率的激發機制,解離空氣中不同比例的N2/O2,佈植指定的極性官能基團(polar-functional group,例如: -OH, -CH, -NH, -COOH ...)。不用蠻力斷鍵,而是找到分子間的震動頻率,藉由共振效應來斷鍵,選擇性地製造各種化學自由基(radical)。太極拳不就是借力使力的智取嗎? (>>Ref.)
雪曼電漿操作電流不超過1 Amp,電壓不低於6k Volt;不是火花放電,沒有公安疑慮;溫度低於80C,EMI影響小於手機,低溫大氣電漿外號冷電漿。
2. 大氣電漿處理會改變材料品質特性嗎?
Q: 大氣電漿技術乃一種表面改質活化的處理製程,電漿與材料表面1~2個原子層厚度產生化學反應,並不會改變材料本身所具有之化性與物性等。雪曼電漿所研發之零電位差之大氣電漿,更不會造成電子或離子轟擊,擊穿金屬線路,造成表面的物理變化。該技術已應用於日韓廠之大尺寸面板之PR Stripping以及PCB量產設備。
3. 大氣電漿在表面上的活化作用能持續多長時間?
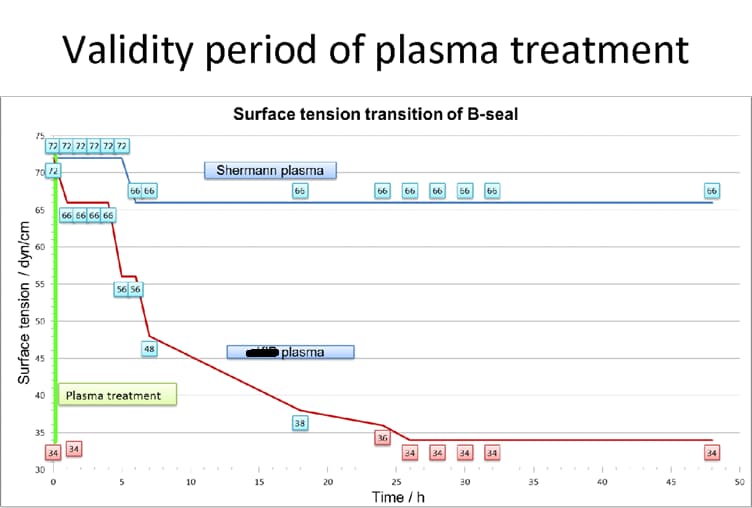
Q: 大氣電漿團的成分與濃度對各種材料所產生的效果差異很大。一般而言,剛完成大氣電漿處理的工件表面具有最大表面極性官能基群,隨後表面能會逐漸衰減。在潔淨的儲存環境下,表面能可維持在穩定的水準一段時間,進而隨著時間而弱化。因此,建議在處理後儘快執行後續工藝,如噴塗、上膠或上色等生產步驟。雪曼電漿的變頻技術,佈植豐富的指定官能基團,至少可維持3小時(橡膠、活潑金屬類),甚至一周(非金屬材質)以上。
4. 大氣電漿操作需要特殊氣體嗎?
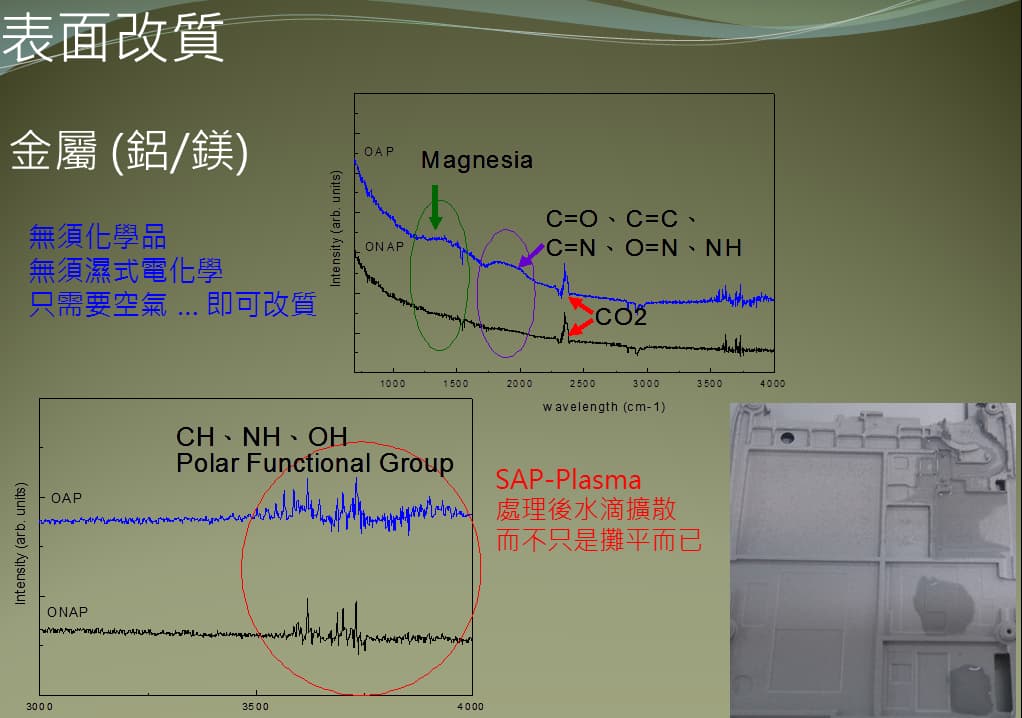
Q: 雪曼大氣電漿技術,僅需要壓縮空氣(5 kg/cm2)以及 220V電力,即可穩定維持電漿激發,處理絕大部分的金屬與非金屬材質。如有特殊需求的材質表面處理,也可引用N2、O2、-F或Ar等氣體。
5. 大氣電漿過程是否會散發毒性物質?
Q: 大氣電漿對一些材料進行前處理,可能會產生氮氧化物和臭氧,但濃度也僅止於數個ppb。
請參考以下UCLA教授文獻: 依據文獻指出,
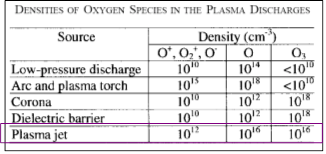
雪曼大氣電漿產生之氧離子濃度1012/cm3,大於一般的電暈與線型DBD電漿1010 /cm3;
產生臭氧之濃度<1016/cm3,也遠低於其他的電漿100倍。
6. 大氣電漿火焰熱不熱?
Q: 大氣電漿所產生之黃色光炫乃電子能階跳躍所散發之可見光,並不是火焰(>>Ref.),改變電漿槍頭之間距與移動速度,即可降低熱量累積。在大多數應用場合,表面溫度<60C@10mm間距,堪稱冷電漿技術。冷電漿已應用於PET薄膜、人體的牙齒美白,以及美容美甲產業,甚至玻纖碳纖等會翹纖材料應用。
7. 大氣電漿運行成本和消耗品有哪些?
Q: 大氣電漿運行成本只有電能和壓縮空氣,合計成本<1kW/hr。雪曼大氣電漿耗品零件包括: 電極、噴嘴、時規皮帶,使用壽命>6k小時,遠比一般號稱大氣電漿之耗材使用壽命只有500小時優越,更比傳統之酸鹼洗濕式工藝與真空電漿設備之運轉與維護成本低。可見大氣電漿工藝在在顯現出其先進智造之優勢,更遑論環保綠色製程所帶來的公司形象與周邊效益。(>>Ref. BenchMark)
8. 大氣電漿是否能夠通過取代原來的溶劑或底塗(primer)的清洗方法?
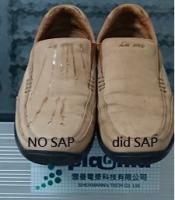
Q: 無數產業用戶,尤其是鞋廠/EVA材質的實績已經證明,採用大氣電漿技術便能輕易取代傳統的溶劑清洗工藝;甚至減少對有機溶劑與添加劑的依賴,避免採用對環境有害的諸如甲苯或丙酮溶劑等。更何況雪曼大氣電漿不只有清潔功效,同時具備化學改質之能力,產生化學鍵結,取代溶劑底塗,而非只有凡德瓦力的吸附。(>>Ref.)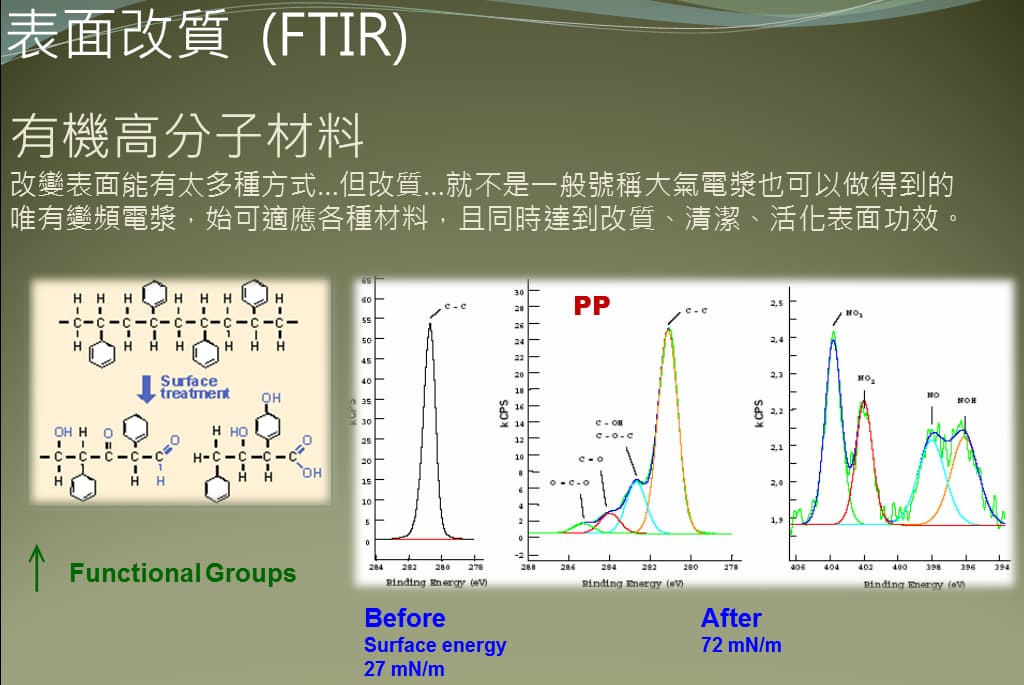
9. 大氣電漿導入量產速度?
Q: 大氣電漿處理速率取決於材料的種類、工件表面潔淨度,以及處理區域的面積大小。依據實績證明,處理PET材質可達到90 米/min@Φ50mm噴嘴;處理EPDM/ TPE,其線速度大約是24米/min @Φ20mm噴嘴。當然噴射式電漿也有它的限制,例如大寬幅材料R2R等,我們都建議客人搜尋線型電漿設備,如線型電暈、DBD等。
10. 大氣電漿工藝如何提升製程良率與符合環保指標?
Q. 傳統印刷、上漆或黏著製程,為了提升良率,僅只於框框內思考,不外乎添加固化劑、添加劑、溶劑、silane等比重,從未思考GAME CHANGE工藝。
雪曼大氣電漿技術,乃藉由表面改質與活化,建立化學鍵結,取代傳統底漆(primer)的使用;大幅降低對環境的污染,並提升品質直通率,符合碳足跡工藝趨勢,更為企業增添綠色環保形象。
11. 大氣電漿能否併入自動化產線,甚至處理複雜或三維立體幾何外形?
Q: 電漿團比氣體/液體分子更小更具穿透力與活性,能夠快速深入凹槽、角落和狹小區域。大氣電漿槍頭好比噴漆槍頭,除了可運用XY table處理平面工件,更可透過習知的噴塗自動化與機械手臂工藝,處理各種3D工件。(>>Ref.)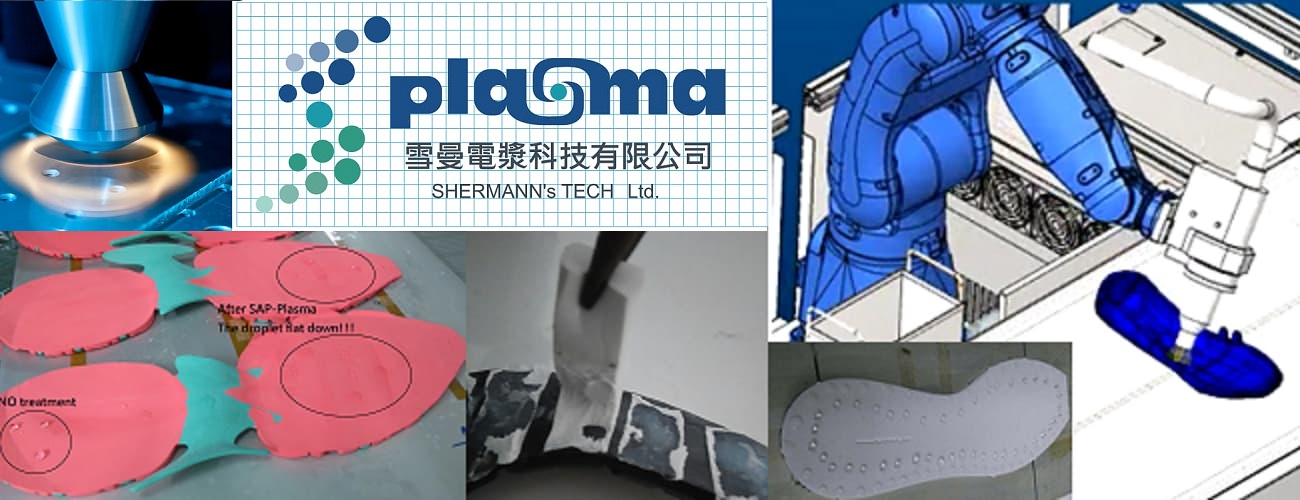
12. 大氣電漿可應用於鍍膜?
Q: 大氣電漿並不是熱平衡電漿(non-thermal plasma),要直接藉由大氣電漿鍍膜成核(附著力),恐怕速度太慢沒有經濟效益。雪曼電漿建議兩種大氣電漿鍍膜工藝,
1. 大氣電漿表面改質建立化學鍵結後,以噴塗(spray)方式鍍膜(>>Ref.);
2. 大氣電漿解離前體(precursor)鍍膜,輔以雷射puls高熱量傳輸達到結晶效果(>>Ref.),
非常適用於Tg低之材質。